A Beginner’s Guide to Injection Molding
Abstract:
Injection molding melts and injects plastic into a mold; cooling and ejection complete the cycle. Uniform wall thickness and material choice (commodity or engineering plastics) impact part quality. Surface finishes and machine parameters ensure stable, cost-efficient production.
What Is Injection Molding?
Injection molding is a manufacturing process that makes plastic parts by injecting molten material into a mold cavity. After the material cools and solidifies, the mold opens and the part is ejected. Because the same mold can be used repeatedly, injection molding is highly effective for consistent, high-volume production.
Compared with CNC machining or 3D printing, injection molding usually requires higher upfront tooling cost. However, once the mold is ready, the cost per part can be much lower in repeat production. That makes injection molding a strong choice when volume, consistency, and long-term cost efficiency matter.
Why is it so widely used?
· high production efficiency
· repeatable quality
· low per-part cost at scale
· broad material flexibility
· good cosmetic consistency
How Does Injection Molding Work?
Mold Creation: The process begins with a mold, usually made from aluminum or steel. The mold is built to match the shape of the final part and can also be polished or textured for the desired surface finish.
Material Melting: Plastic resin pellets are fed into a heated barrel. Inside the machine, the material is melted and prepared for injection.
Injection into the Mold: The molten plastic is injected through the runner system into the mold cavity, where it fills the shape of the part.
Cooling and Solidifying: Once inside the mold, the plastic cools and hardens. This step is critical because it affects part shape, stability, and cycle time.
Part Ejection: After the material solidifies, the mold opens and ejector pins push the finished part out. The cycle then repeats for the next part.
Although the process is straightforward, factors such as wall thickness, gate placement, material choice, part geometry, and cooling conditions all affect part quality, manufacturability, and production efficiency.
Types of Injection Molding
Thermoplastic Injection Molding: Thermoplastic injection molding is the most common molding method. Plastic resin is melted, injected into the mold cavity, and cooled into shape. Broad material options and stable repeat production support many plastic parts.
Liquid Silicone Rubber Molding: Liquid silicone rubber molding uses silicone instead of standard thermoplastic resin. Softness, flexibility, and heat resistance make this process suitable for parts that require elasticity and reliable performance in demanding conditions.
Overmolding: Overmolding combines two materials in one part. A rigid base is molded first, then covered with a second material. Better grip, added comfort, sealing performance, and improved product feel are common reasons for choosing this method.
Insert Molding: Insert molding places a preformed insert into the mold before plastic injection. Metal inserts are most common. Fewer assembly steps, stronger functional integration, and built-in threaded features make this method useful for technical parts.
Basic Design Principles for Injection Molding
Tolerances
Tolerance planning should consider part geometry, resin shrinkage, and process stability together. Realistic tolerances improve repeatability, reduce inspection issues, and help avoid unnecessary cost in tooling and production.
Wall Thickness
Wall thickness should remain as uniform as possible across the part. Thick or uneven sections can slow cooling, increase sink marks, and create warpage. Balanced wall design usually improves molding stability and part consistency.
Core Geometry
Coring removes excess material from heavy sections without sacrificing function. A well-cored design helps reduce shrink, lower part weight, shorten cycle time, and improve dimensional control in thicker areas of the part.
Draft
Draft adds a slight angle to vertical walls so the part can release from the mold more easily. Proper draft helps reduce drag marks, lowers ejection force, protects surface quality, and supports smoother repeat production.
Side Actions
Side actions make it possible to form features that cannot be released in a straight-pull mold. More design freedom is the main benefit, but added tooling complexity, higher cost, and longer mold build time should be expected.
Undercuts
Undercuts help create hooks, openings, or retaining features that improve part function. However, undercuts usually require more complex tooling solutions, so each feature should be necessary and worth the added manufacturing effort.
Bosses
Bosses are commonly used for screws, alignment, and assembly support. Proper boss design helps maintain strength without creating sink or stress concentration. Balanced geometry is usually better than simply adding more material.
Gates
Gate design controls how molten resin enters the cavity and fills the part. Gate location and style can affect flow balance, weld lines, vestige, and surface appearance, so gate planning should happen early in development.
Ribs
Ribs add stiffness and support without making the full wall thicker. Well-designed ribs improve structural performance while helping control sink marks, material use, and cooling behavior in parts that need extra rigidity.
Ejector Pins
Ejector pins release the part from the mold after cooling. Good ejector placement helps prevent marks, distortion, or uneven force during ejection. Ejection planning should support both manufacturability and final part appearance.
Injection Molding Materials
Material selection affects far more than basic part strength. The right resin influences stiffness, heat resistance, impact performance, chemical resistance, appearance, dimensional stability, and long-term durability. Material choice also affects shrinkage, moldability, cycle time, and defect risk. In injection molding, resin selection is both a design decision and a manufacturing decision.
Why Material Selection Matters
A resin that performs well in one application may not work in another. A plastic housing exposed to impact and moderate heat needs different properties from a transparent cover, a living hinge, a pump component, or a structural assembly part. Good material selection starts with the real demands of the part, not with a familiar resin name.
Two Main Material Categories
Commodity Plastics
Commodity plastics are often used for cost-sensitive parts and general-purpose products. Common examples include polypropylene, polyethylene, and polystyrene. These materials are usually selected when the part does not require very high mechanical strength, high heat resistance, or advanced engineering performance.
Engineering Plastics
Engineering plastics are used when the part needs stronger overall performance. Common examples include ABS, acetal, nylon, polycarbonate, and acrylic. These materials are often chosen for better stiffness, wear resistance, dimensional control, clarity, or more demanding service conditions.
Surface Finishes for Molded Parts
Polished Finish
A polished finish creates a smooth and clean surface. This option is often used when a part needs higher visual clarity, a refined appearance, or a glossy surface with minimal texture.
Matte Finish
A matte finish gives the part a softer and less reflective surface. Matte surfaces are often chosen when a more subtle look is preferred or when reduced glare is important.
Textured Finish
A textured finish adds visible and tactile surface detail to the part. Different texture levels can create a more decorative appearance, improve grip, or give the product a more controlled surface feel.
SPI Finishes
SPI finishes are standardized mold surface grades commonly used in injection molding. These finish levels help define the expected surface appearance, from smoother polished surfaces to more textured finishes.
Mold Texturing
Mold texturing is a surface treatment applied directly to the mold cavity to create a specific pattern on the molded part. Common texture effects include leather-like, sand-like, or other decorative industrial surface patterns.
Custom Surface Finishes
Custom surface finishes are used when a product requires a specific visual or tactile result. These finishes are usually developed to match branding, product style, or a particular surface effect required by the design.
Injection Molding Machine: Why the Equipment Matters
The injection molding process does not rely on mold design and material choice alone; production stability depends heavily on the performance of the injection molding machine. Part geometry, resin behavior, wall thickness, surface finish requirements, and cycle time targets must all align with the machine's capabilities. As a leading injection molding machine manufacturer and supplier, YIZUMI provides injection molding solutions that empower industries through intelligent manufacturing and robot automation solutions.
Below are the key factors in machine selection and the corresponding solutions provided by YIZUMI:
Clamping Force: Clamping force must match the projected area and molding pressure of the part to prevent flash or unnecessary costs. YIZUMI offers a diverse range of clamping structures, including Two-platen Injection Molding Machines (DP, D1, and D1-N Series) and Toggle-clamping Hydraulic machines such as the Next-Gen A6 Series Advanced and Intelligent machine and the A5-EU Series High-end Servo machine.

Next-Gen A6 Series Advanced And Intelligent Injection Molding Machine
Injection Capacity: The shot size should fit the part requirements to maintain process efficiency. To ensure a precise match, YIZUMI has developed specialized models such as the LS Series for deep-cavity products, the SJII Series for high-end thin-wall products, and the SPET Series for PET products.
LS Series Injection Molding Machine for Deep-cavity Product
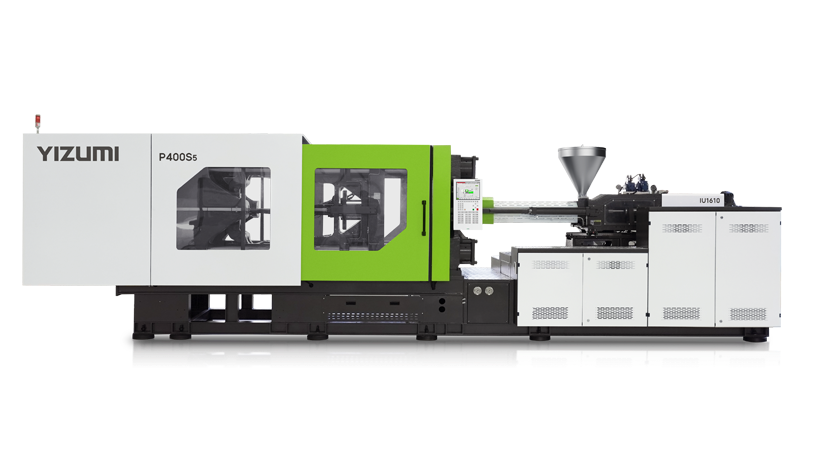
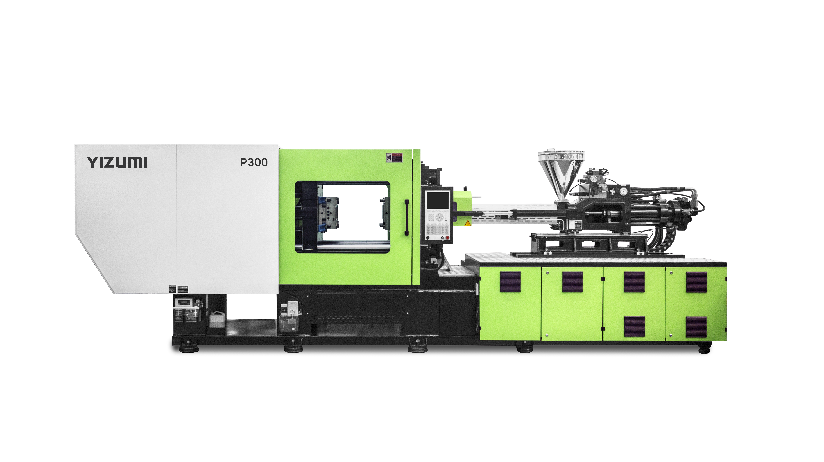
Pressure and Speed Control: Stable control of injection pressure and speed is essential for complex geometries and thin-wall sections. YIZUMI’s High-speed Injection Molding Machines, including the P Series and PS5 Series, along with the FF-M Series specifically designed for the medical industry, provide the precision required for these demanding applications.
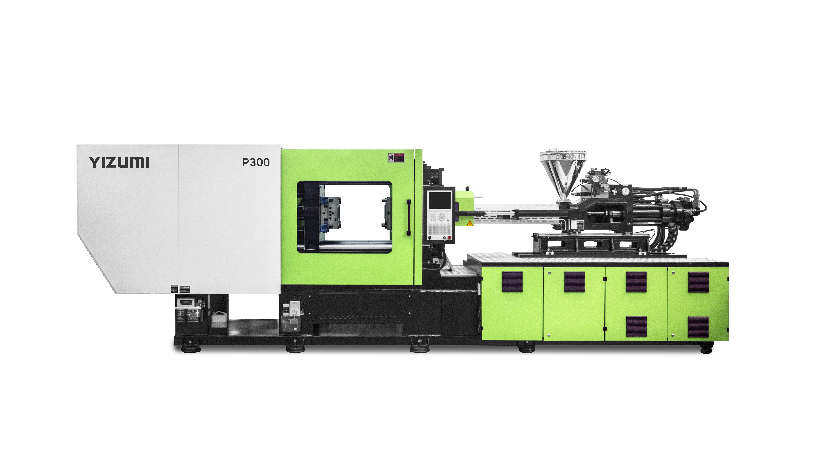
P Series High-speed Injection Molding Machine
Temperature Stability: Consistent barrel and mold temperature control supports better resin flow and predictable shrinkage. Compared with traditional hydraulic machines, YIZUMI’s FF Series Electric Injection Molding Machines can significantly reduce electricity consumption in high-volume production while offering higher precision and cleaner operation.
Production Repeatability: Stability is one of the most critical factors for maintaining part quality in mass production. YIZUMI emphasizes repeatable shot behavior and rigid clamping structures across its portfolio, including its Multi-component Injection Molding Machines (such as the CG-P and CE-P Series), which are designed to reduce scrap costs and improve margins
Conclusion
Injection molding is one of the most efficient ways to produce consistent plastic parts at scale. It offers strong advantages in repeatability, part quality, material flexibility, and long-term cost control once the mold is built. But good molding results do not come from the process alone. Part design, resin selection, wall thickness, draft, gate planning, surface finish, and machine capability all work together to determine whether a project runs smoothly or creates defects, delays, and unnecessary cost. For companies developing molded products, the real goal is not just to make parts, but to make parts that are manufacturable, repeatable, and commercially viable in mass production.
FAQ
Q1. When is injection molding a better choice than CNC machining or 3D printing?
A: Injection molding is usually the better choice when you need medium- to high-volume production, repeatable quality, and lower per-part cost over time. CNC machining and 3D printing are often more practical for prototypes, low-volume runs, or parts that may still change during development.
Q2. Why do injection molded parts warp, shrink, or show sink marks?
A: These problems are usually caused by uneven wall thickness, poor cooling balance, incorrect packing conditions, or resin shrinkage behavior. In many cases, the issue starts in part design rather than in the machine alone. Uniform walls, proper coring, and stable process control are key to reducing these defects.
Q3. How tight can tolerances be in injection molding?
A: That depends on part geometry, material shrinkage, mold quality, and process stability. Very tight tolerances are possible, but they increase tooling difficulty, inspection pressure, and production cost. The best approach is to set realistic tolerances based on actual functional requirements rather than applying tight numbers everywhere.
Q4. How do I choose the right plastic material for my part?
A: Start with the real use conditions of the product: impact, heat, chemical exposure, clarity, wear, flexibility, dimensional stability, and appearance. A lower-cost commodity resin may work for simple parts, while engineering plastics are often better for structural, technical, or higher-performance applications.